
Automatic deburring of injection molded components using blasting technology
In order to deburr injection molded components automatically, they are processed using blasting technology in a turning beam system. The plastic components can be reliably deburred in the cycle of the injection molding machine.
Qualitative aspects prompted a leading global manufacturer of garden and power tools to set up injection molding production for engine components at its production facility in the USA. The geometrically complex components are blast-deburred in a RWS 1200-I4-SAT2 turning beam system from Rösler. The system, which is fully integrated into the production solution, enables the parts to be handled automatically, deburred reliably in the cycle of the injection molding machine and transferred to assembly.
Headquartered in Germany, the company's products set global standards in the forestry, gardening, landscaping and construction industries. They are manufactured at various locations on several continents. In order to ensure the brand-defining quality level of the motor-driven devices internationally, supplied parts must meet very high standards of manufacturing and processing precision. This quality was not consistently guaranteed for two externally manufactured, complex injection-molded parts made of thermoset for engines at the production site in the USA. The decision was therefore made to set up in-house production, including the removal of burrs caused by the process. As the manufacturer in Europe works with suppliers who use Rösler solutions for the "deburring of plastic parts" process step, the project managers contacted the US subsidiary of the system manufacturer in Battle Creek (Michigan).

Demanding specifications for deburring workpieces made from thermosets
The equipment manufacturer's main plans included fully automating the production process, from loading the injection molding machine with threaded studs to the actual injection molding process, deburring and cleaning the parts with through-holes in a production cycle of around 60 seconds (per two parts) to preparing the deburred parts for assembly. Tests were carried out together with the sales and process management teams at Rösler in Untermerzbach, on the basis of which an application-specific variant of the proven RWS 1200 reversible beam system was designed. This is a blast machine specially developed for the gentle deburring of workpieces made of thermosets and highly filled thermoplastics.
Reliable, efficient processing and minimized non-productive times
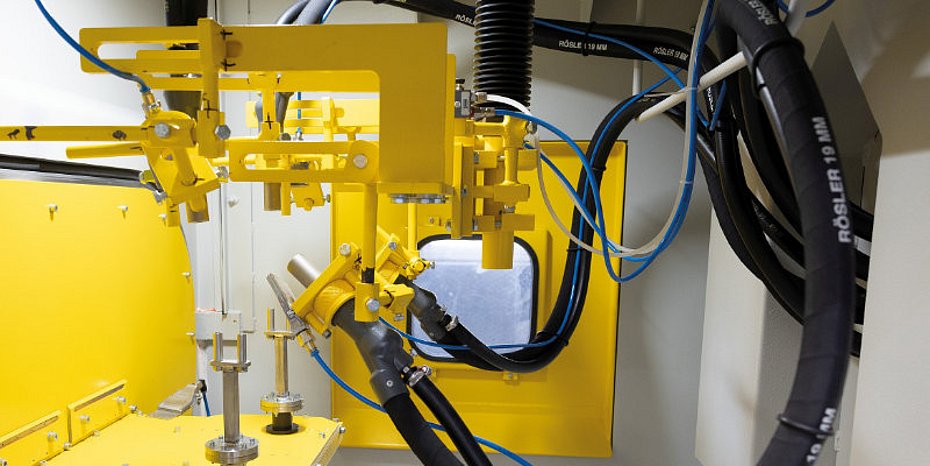
The compact RWS 1200-I4-SAT2 solution has two areas, each designed with two satellites for holding parts measuring approx. 55 x 80 x 80 mm (L x W x H). This sophisticated design enables loading and unloading during the deburring process, which virtually eliminates unproductive downtimes. A robot takes over the precise positioning of the components on the part-specific workpiece holders, which were designed and manufactured by Rösler in consultation with the customer. In the blast chamber, two injector blast nozzles positioned at the top and bottom of a vertical linear unit apply the non-abrasive blast media specially defined for plastic deburring to the rotating parts in a targeted manner. Thanks to the precise rotational positioning of the satellites, the robot can easily handle the non-rotationally symmetrical workpieces at the loading position.
In addition, this rotary positioning, in conjunction with the vertical linear unit and the multi-process step control, allows movements to be stopped temporarily, thus ensuring that even areas that are difficult to access, such as drill holes, are deburred as required. The option of switching each nozzle in the step sequence on and off separately as required ensures efficient operation. After the deburring process, any dust and abrasive grains remaining on the components are removed by blowing them off with compressed air. All process parameters, from gripping the parts for positioning on the workpiece holders to the settings of the traversing unit, the defined rotation stops and the switching on and off of individual nozzles to the blow-off cycles, are stored in part-specific processing programs and visualized on the control unit screen. This also fulfilled one of the customer's requirements.
Cost savings due to shorter processing time for deburring
The new RWS 1200-I4-SAT2 works so effectively that the customer's cycle time specification of around one minute for deburring two parts is significantly undercut by around 15 seconds. During this "saved" time, the consumption of compressed air and abrasive is zero. This contributes directly to a reduction in resource and energy consumption and therefore to lower process costs.

Optimum abrasive quality and ATEX-compliant filter system
The highly effective blast media preparation with blast chamber extraction and sieve unit, in combination with the automatic re-dosing, ensures that blast media of optimum quality is always used for deburring. The antistatic additive developed by Rösler itself, which significantly reduces the build-up of electrostatic charges, is also added and metered automatically. This minimizes dust and abrasive build-up on the components. The system is also equipped with an ATEX-compliant filter system (OM-5/26).
Contact
Rösler Oberflächentechnik GmbH
Vorstadt 1
96190 Untermerzbach (Germany)
Phone +49 9533 9240
www.rosler.com
About Rösler Oberflächentechnik
Rösler Oberflächentechnik GmbH has been an owner-managed company in the surface treatment sector for over 80 years. As an international market leader, it offers a comprehensive portfolio of systems, process equipment and services in the field of mass finishing and blasting technology for a wide range of industries.