
Conversion coatings with passivation for aluminum components
Conversion coatings with passivation for aluminum components are becoming increasingly important in light of stricter environmental regulations. The focus is on developing a passivation process with reduced chromium content for corrosion protection.
Aluminum is a technically highly relevant material whose use is continuously increasing in numerous industrial sectors due to its favorable mechanical properties, low weight and high formability. To protect against environmental influences and the resulting corrosion processes, aluminum surfaces are often modified using chemical or electrochemical processes. One established approach here is aluminum conversion coatings, which form a chemically bonded, functional protective and adhesive layer on the metal surface.
For many decades, chromium(VI)-containing chromating was considered the standard process for corrosion protection and as an adhesion primer for subsequent coatings. However, due to regulatory requirements (e.g. REACH) and increasing environmental and occupational safety requirements, chromium(VI)-free systems are now required that deliver equivalent or better results in terms of protective effect and process robustness. Chromium-free systems have so far only achieved this performance to a limited extent, which is why Schlötter has focused on the development of a passivation with reduced chromium content based on chromium(III) and zirconium. The result of this development work is the passivation Slotopas AL 4270.

Motivation for development
In 2023, 3RM Oberflächen GmbH & Co. KG commissioned a highly automated passivation system for aluminum components. The system has modern control and process management elements that ensure a high level of efficiency, flexibility and integration capability. It thus creates the technical prerequisites both for the application of established passivation processes and for the implementation of new developments, such as Slotopas AL 4270 passivation. The combination of innovative plant technology and an optimized chemical formulation makes it possible to reliably meet future requirements for corrosion protection, sustainability and process reliability.
Requirements for conversion coatings and passivation products
Chromium(III)-containing passivation solutions form conversion layers at a correctly adjusted pH value, which exhibit the required optical and anti-corrosion properties after rinsing and drying. During treatment, aluminum is dissolved from the substrate surface and the coating is formed by subsequent conversion reactions. Specially formulated additives suppress undesirable side reactions, stabilize the process and enable long bath service lives as well as the formation of a transparent, homogeneous conversion layer.
Stable and at the same time easily controllable process control is of central importance for the operation of a passivation solution. This includes, in particular, a well-buffered and therefore constant pH value and the ability to achieve reproducible results within a wide temperature window. The Slotopas AL 4270 passivation meets these requirements and can be operated in the range from 15 to 40 °C. Continuous filtration also supports bath stability and contributes to process reliability.
The passive layers produced serve both as a functional adhesion promoter for subsequent coating or joining processes and as bare corrosion protection. Bare corrosion protection is understood here as a stand-alone, transparent and inorganic protective layer that does not require any additional organic coatings and still offers a defined barrier effect against corrosive media. With increasing layer thickness or increasing layer weight, the initially almost colourless conversion layers show a slightly yellowish iridescent color. The characteristics of this optical effect are also heavily dependent on the surface topography of the substrate, which is significantly influenced by the previous mechanical or chemical pre-treatment steps.
In order to guarantee the high demands on bright corrosion protection, Schlötter recommends using the Slotopas AL 4270 passivation with a higher concentration of up to 200 ml/l, temperatures of 30 - 40 °C and immersion times of approx. 3 - 4 minutes. The conversion layers formed at these parameters are characterized by stable layer thicknesses and reproducibly good corrosion protection behaviour. Even after a bath load of 2.0 m²/l and a test duration of 336 hours in the neutral salt spray test (NSS), test sheets made of AlMg1 (AW-5005) show no signs of corrosion.
If the requirements are focused on excellent compatibility with painting and bonding processes, concentrations of approx. 100 ml/l and shorter immersion times at lower temperatures can be used.
Determined coating weights
Designation | Concentration | pH value | Temp. [°C] | Immersion time | Layer weight |
Bare corrosion protection | 200 | 3,8 - 3,9 | 30 | 240 | 0,25 - 0,35 |
Adhesive primer | 100 | 3,8 - 3,9 | 30 | 90 | 0,07 - 0,14 |
As part of the laboratory tests, throughput tests were carried out with a bath load of 2.0 m²/l (corresponding to 670 sheets per 4.5 liters of solution). The chemical analysis could be carried out continuously at this load throughout the entire test.
The bath composition was primarily analyzed using titration and was supplemented as required. ICP (Inductively Coupled Plasma) analysis was also used for targeted monitoring and tracking of the concentrations of chromium (Cr) and zirconium (Zr). The quantities required to stabilize the bath averaged around 50 ml/m².
Adhesion tests such as the multi-impact test (DIN EN ISO 20567-1), the cross-cut test (DIN EN ISO 2409) and the stamp tear-off test (DIN EN ISO 4624) are established methods for quantitatively evaluating the adhesive strength of coating and joining systems. For the functionalization of the conversion coating as an adhesive primer, these tests must be reproducibly fulfilled, as they directly map the interaction between substrate, conversion coating and subsequent coating or bonding.
Slotopas AL 4270 passivation fulfills the necessary process and coating technology requirements. These include the formation of a defined conversion layer weight, a homogeneous and defect-free surface morphology after treatment and high process robustness. The latter includes a stable buffered pH value, low sensitivity to aluminum and foreign metal ions, good filterability of the passivation and consistently reproducible bath control. These parameters ensure the reliable performance of the conversion coating as an adhesion promoter in demanding industrial applications.
Ensuring product quality and examining product performance
The quality strategy of Dr.-Ing. Max Schlötter GmbH & Co. KG is based on a consistent focus on product reliability, process stability and user satisfaction. This claim characterizes the beginning of the development work, especially through the careful selection of suitable raw materials. In addition to chemical-physical criteria, requirements regarding environmental compatibility, sustainability, REACH conformity and long-term availability are also taken into account. Each raw material is analytically evaluated before processing and each end product undergoes a complete outgoing inspection to ensure compliance with the defined specifications. The components of the Slotopas AL 4270 passivation are manufactured exclusively in the company's own production facilities at the Geislingen site, ensuring reproducibly high product quality and a robust supply.
As part of the development of the Slotopas AL 4270 passivation, Schlötter carried out extensive load and stability tests. In particular, the optics of the passivation were monitored, as chemical reaction processes can lead to clouding, the formation of undesirable reaction products or even precipitation. An exceptionally high bath stability was achieved thanks to a systematically structured cause-and-effect model and the targeted selection of suitable ingredients in combination with high-performance complexing agents. Load tests lasting several months also made it possible to determine the specific product consumption and the main factors influencing the formation of the conversion layer. The coating properties were validated by means of conversion coating weight determinations and their corrosion behavior using neutral salt spray tests (NSST).
The bare corrosion protection of the conversion coatings formed was investigated on various industrially relevant aluminum alloys (AW 2024, AW 5005, AW 5754, AW 6061, AW 7075). Due to the different alloying elements and microstructures, the resulting corrosion protection behavior varies considerably in some cases. In addition, the pre-treatment steps used - such as degreasing, pickling or neutralization - have a significant influence on the quality of the conversion coating. Therefore, knowledge of the alloys used is essential for the process design. On this basis, the pre-treatment can be specifically optimized. As standard, pre-treatment is completely fluoride-free; if the alloy composition requires it, fluoride can be introduced via targeted, separately dosed additives.
Components made of aluminum and its alloys are not only used in applications where the focus is on bare corrosion protection, but also in areas where the adhesion of subsequent functional layers is of central importance. In such cases, the conversion coatings produced serve as an adhesive base for adhesive, paint or sealing systems and enable their direct application to the pre-treated metal surface.
To quantitatively evaluate the adhesive strength that can be achieved with the newly developed conversion coating, Dr.-Ing. Max Schlötter GmbH & Co. KG commissioned independent adhesion tests at the accredited FEM Institute in Schwäbisch Gmünd. In order to make the test results as realistic as possible, FEM carried out the complete treatment of the test specimens on site using suitable industrial process steps. A mildly alkaline decoction degreasing (Slotopas AK 2790), an acidic pickling (Slotetch 590), neutralization (Slotoxal NTR 2940) and the passivation Slotopas AL 4270 were used.
After pre-treatment, the test sheets of alloys AW 2024-T3, AW 6061-T6 and AW 7075-T6 were coated with a powder coating system approved in accordance with GSB and QualiCoat (STI powder coating, P-G 20 Matte Smooth series, RAL 9006). Cross-linking took place at 190 °C for 25 min. The coated samples were then stored for more than 11 days in a normal climate (23 °C / 50 % RH) before the adhesion tests were carried out.
Overview of the test methods and test devices used
Test procedure | Standard | Standard Description | Device used / manufacturer |
Multi-impact test | DIN EN ISO 20567-1:2017-07 | Stone impact resistance | Multi Grit Tester 508 VDA, Erichsen |
Cross-cut test | DIN EN ISO 2409:2020-12 | Adhesion assessment | Multi grit tester, TQC |
Stamp tear test (tear-off test) | DIN EN ISO 4624:2023-09 | Determination of the adhesive strength | PosiTester, mtv Messtechnik oHG |
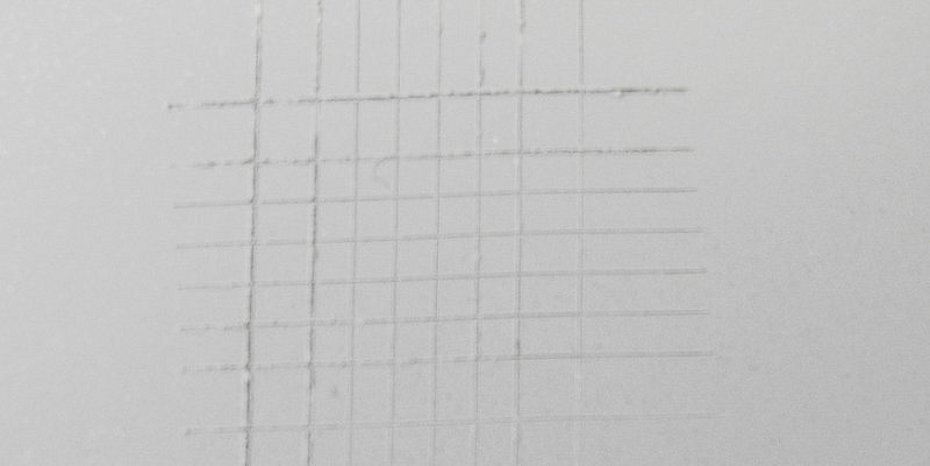
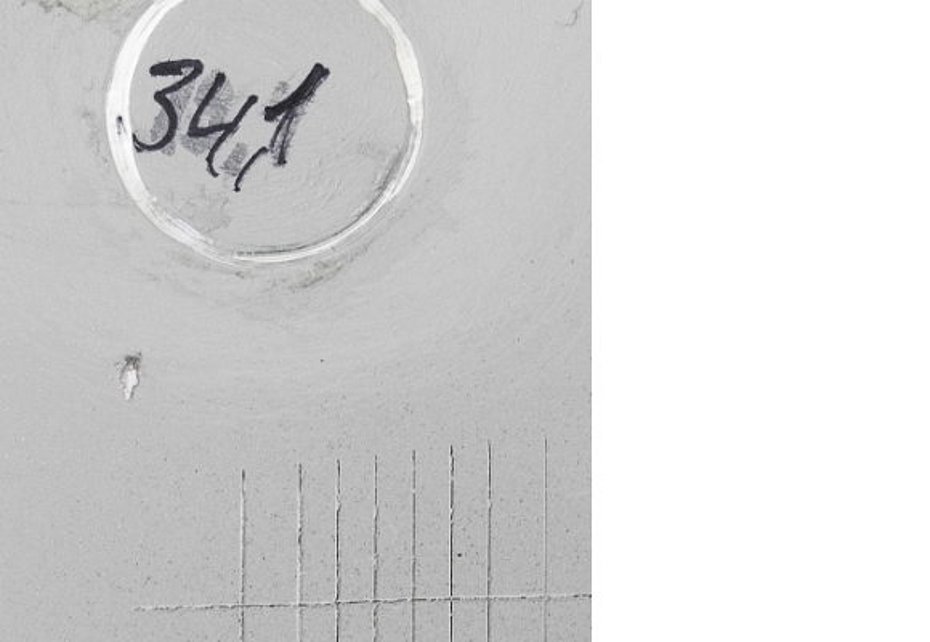
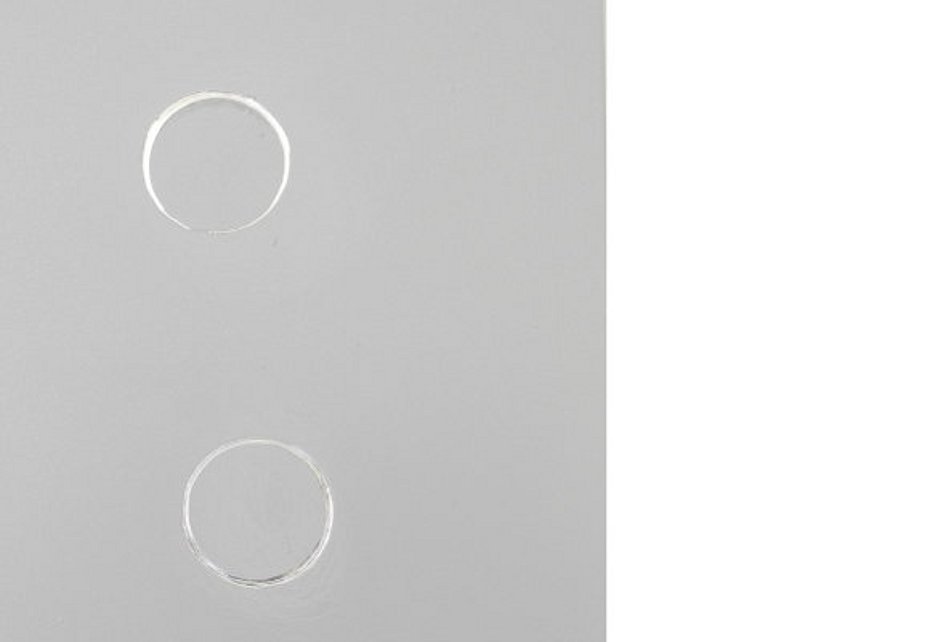
For the stamp tear-off test in accordance with DIN EN ISO 4624, cylindrical test stamps with diameters of 20 mm or 10 mm were applied to the passivated test sheet surfaces using an approved adhesive system. After the adhesive had fully cured, the stamps were removed vertically under defined test conditions. The resulting fracture patterns and the characteristic adhesive failure patterns of the aluminum surfaces passivated with Slotopas AL 4270 are shown in Figures 2 to 4.
The results of these adhesion tests carried out by the testing institute were summarized as follows: "The Schlötter pre-treatment system used proves to be an effective adhesion promoter for the selected and used coating powder for all tested samples of the alloy variants. The results confirm consistently good adhesion of the coating, regardless of the alloy or the shape of the starting material."
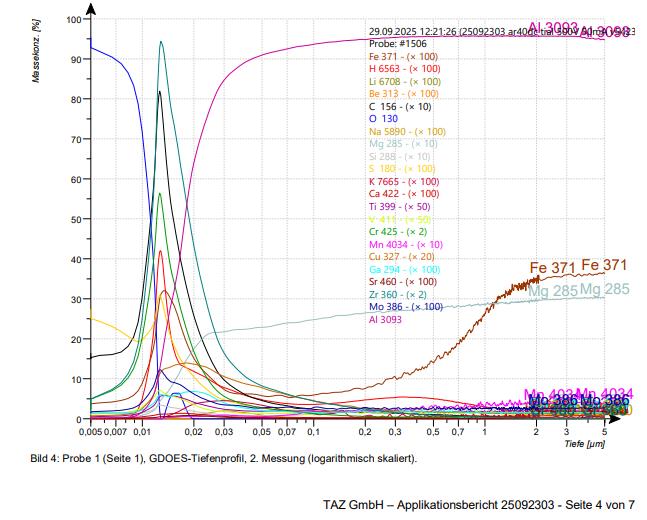
Schlötter also had an XRF and GDOES analysis carried out at TAZ GmbH in Aichach. A polished and a brushed aluminum sheet were each examined after passivation. The aim was to evaluate the influence of the mechanical pre-treatment on the formation of the conversion layer.
The analyses show clear differences: on the polished surface, only about half the amount of chromium and zirconium per area was detected as on the brushed surface. The reason for this is the different surface topography of the two samples. As a result, the conversion layer forms to different degrees despite identical pre-treatment.
Results in production operations
The introduction of Slotopa's AL 4270 immediately led to reproducibly high quality standards. Both untreated aluminum surfaces and coated or bonded substrates reliably met the specified corrosion and adhesion requirements. This confirms the industrial suitability of the process in terms of stability, cost-effectiveness and process reliability.
Perspective
The collaboration between Dr.-Ing. Max Schlötter GmbH & Co. KG and 3RM Oberflächen GmbH & Co. KG shows that the combination of modern plant technology, innovative chemistry and practical application expertise creates a viable basis for future market requirements. Slotopas AL 4270 combines ecological sustainability, high quality standards and maximum process reliability and thus offers a future-proof process for the next generation of aluminum passivation (OM-4/26).
Contact
Dr.-Ing. Max Schlötter GmbH & Co. KG
Talgraben 30
73312 Geislingen an der Steige (Germany)
Phone: 07331 205-0
E-mail: info@schloetter.de
www.schloetter.de
About Schlötter
Dr.-Ing. Max Schlötter GmbH & Co. KG has more than 100 years of experience in the development of electrolytes for electroplating and the corresponding plant technology. As a specialist company for electroplating technology, they offer solutions from a single source for chemistry, plant technology and service. The aim is to enable innovative and high-performance surfaces and coatings and to support customers in the development of new coating systems.