We've all been there: you buy a new machine and expect it to run for a long time without any problems, only to discover after a short time that the object of your desire is affected by rust. This is particularly annoying in times of increased cost pressure and growing interest in sustainability. According to the Federal Statistical Office, the damage caused by corrosion in Germany amounts to over €100 billion per year. This high sum is the result of various factors. Increased environmental influences, design errors and incorrect pre-treatment are just some of the reasons for the early onset of corrosion.
Reasons for corrosion
When looking at the cases of damage, it quickly becomes apparent that corrosion usually occurs for two reasons. Firstly, damage to a layer of paint quickly leads to rust formation, as the missing protective layer is attacked at certain points. This damage can be caused by knocks or scratches, which are often the result of inadequate transport packaging. Aggressive external environmental influences further exacerbate the problem. On the other hand, there are often signs of corrosion that start at the edges, even though the surface shows no obvious mechanical damage. This is known as classic edge corrosion. The cause is usually insufficient paint thickness at the edges. Two main factors are decisive here: sharp-edged substrates and the viscosity of the paint systems used.

Counteract edge corrosion
To counteract edge corrosion, two-layer structures are often used nowadays. As a rule, smooth epoxy systems or epoxy-polyester systems are used as primers. Due to technical conditions, however, these often have an unsuitable viscosity, which leads to a strong edge alignment. The result is a layer thickness that is clearly too thin at the edges, often in the single-digit micrometer range. There is often the misconception that this can be compensated for in combination with a top coat. However, the total layer thickness with such a two-layer structure is still less than 20 µm.
A mechanical rounding of the surface can help here. However, we would like to make it clear that simple deburring is not effective. Studies by Qualitätsgemeinschaft Industriebeschichtungen e.V. and www.blech-entgratung.de show that a rounding with a radius of at least 0.4 mm is required to ensure a reliable layer build-up of over 60 µm. This results in considerable costs.

Another safe option is the use of an innovative, micro-structured epoxy primer. This primer contains barrier-forming additives that provide excellent corrosion protection and at the same time ensure outstanding edge coverage. We emphasize that the microstructured surface has no negative influence on the appearance of the subsequent top coat. In addition to edge coverage and corrosion protection, this was one of the decisive factors in the development of this primer.
Comparison of paint structures in cross-section
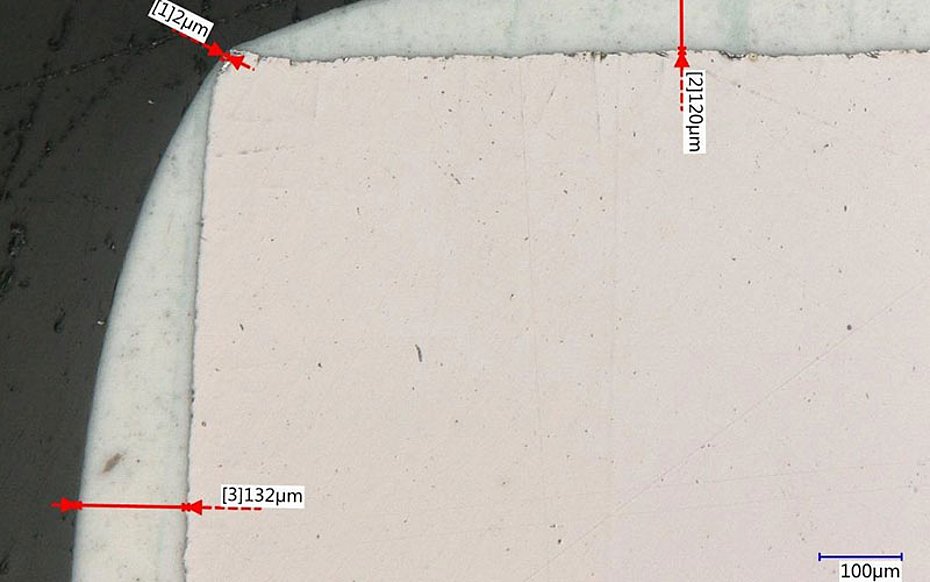
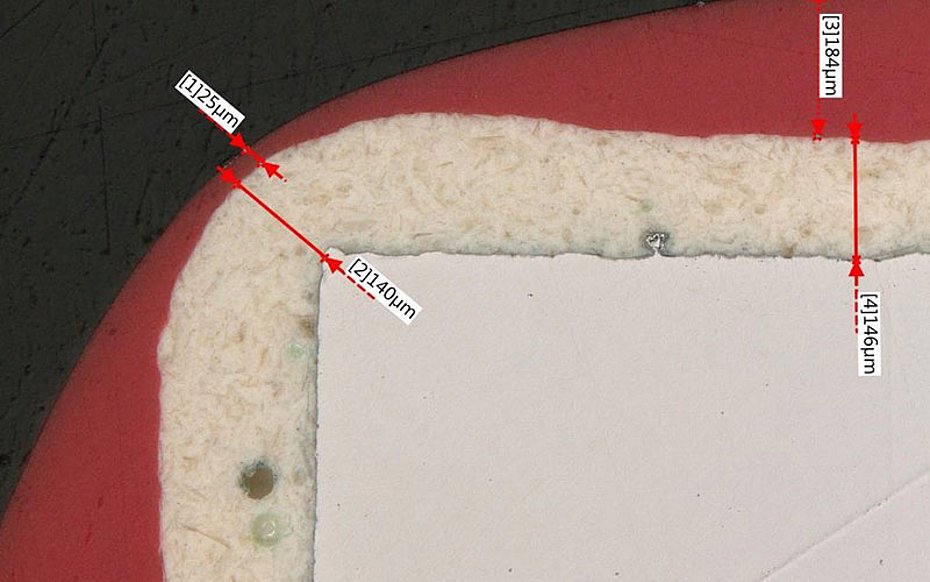
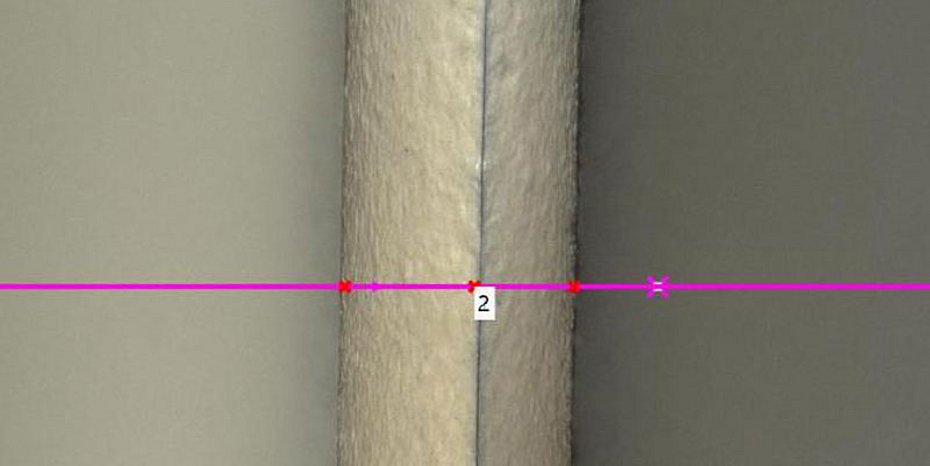
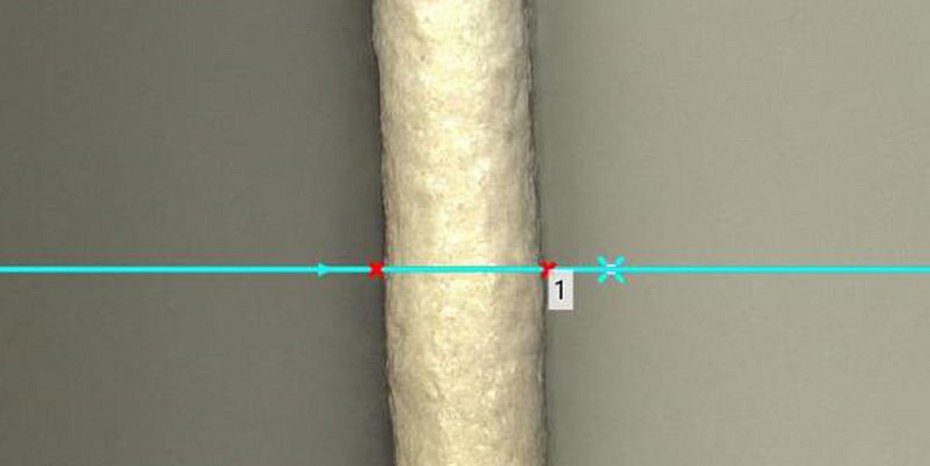
To illustrate the increased edge coverage, we compared different paint structures in cross-section. The first case is a typical smooth epoxy primer (image 1). In comparison, the same substrate is shown with our new edge-optimized primer (image 2). The layer structure in the first case is only around 2 µm, while the layer thickness on the edge of the same component is over 100 µm. On the surface, both primers are at a similar level. Subsequent overcoating with a polyester covering powder does not produce a satisfactory result (Fig. 3). A layer structure of 15 µm does not provide reliable corrosion protection. Reliable edge protection of over 100 µm is only achieved with the optimized primer. Interestingly, the two-layer structure with the microstructured primer still shows a clear edge alignment in the subsequent top coat (Fig. 4). The protective effect therefore comes almost exclusively from the primer.

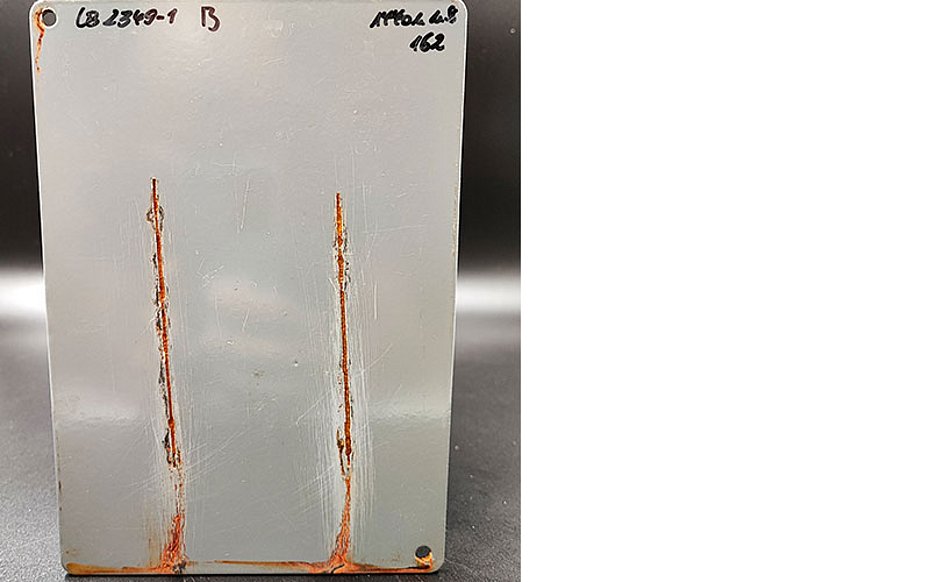
A subsequent KSP test (corrosion protection test) with both primers underpinned this observation. The duration of the KSP test was chosen to simulate an NSS test over 720 hours. The sheets were pre-treated with zinc phosphating and only coated with the primer. The sheets were not mechanically rounded in order to emphasize the protective effect of the primer. The layer thickness on the surface was around 70 to 90 μm in each case. After the KSP test, the standard primer already showed complete detachment of the paint film in the area of the drilled holes (Fig. 5) and incipient edge corrosion on the other edges. In contrast, the new microstructured primer did not show any changes to the paint film; the surface was completely undamaged (Fig. 6).
Extreme test scenario for edge corrosion
Pulverit has developed an extreme test scenario to prove the particularly high protective effect on sharp edges. In these tests, commercially available razor blades were coated with the respective powder coatings in both single-layer and double-layer structures without mechanically rounding the surface.
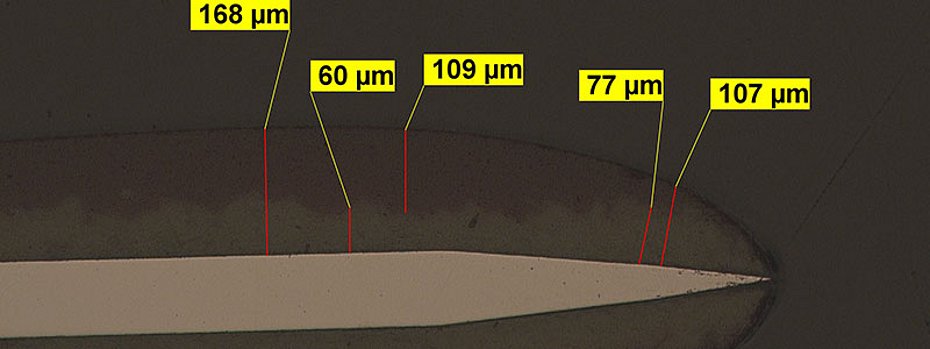
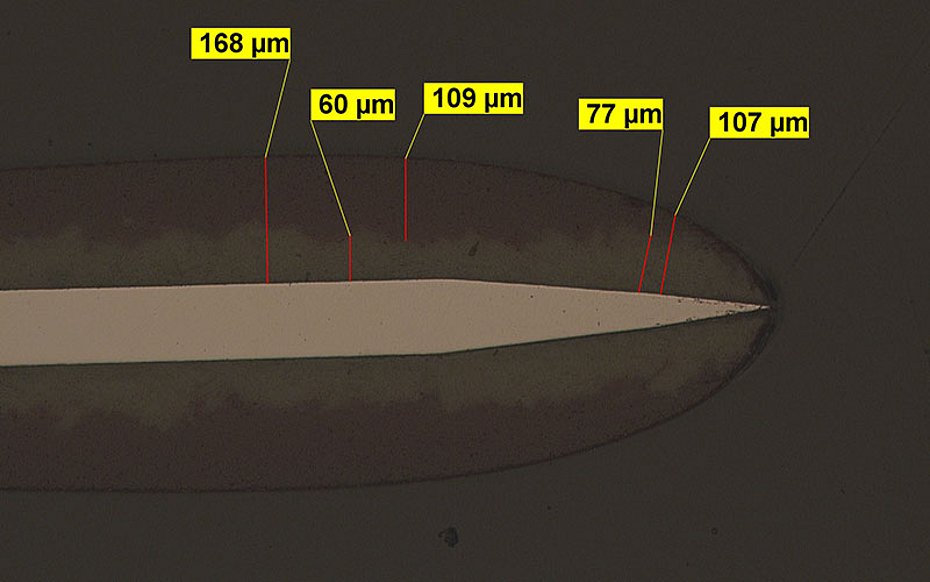
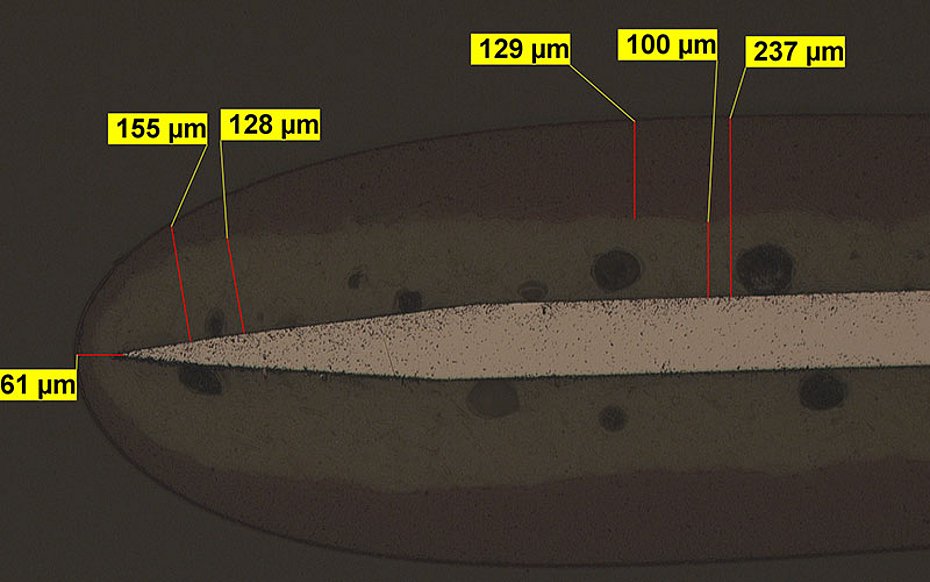
With the standard primer, the cutting edge clearly shines through (Fig. 7) and the bead formation in the edge area is a result of the edge alignment. In contrast, the optimized primer shows no shimmering through of the cutting edge and a uniformly thin structure (Fig. 8). Cross-sectional images illustrate the differences. The two-layer structure with the classic primer has practically no measurable layer thickness at the cutting edge (Fig. 9), which represents a further deterioration compared to the previous 15 µm. With the optimized primer, we still achieve a value of 61 µm on the razor blade (Fig. 10), which is excellent under these conditions.
Corrosion behavior of the primer using the NSS test
However, the best edge protection must also prove itself in a classic NSS test in order to confirm its theoretical superiority in practice. The corrosion behavior of the primer was therefore tested in an NSS test over 2000 hours. A two-layer structure with the optimized primer 16J0/0083 and a polyurethane cover powder in RAL 7031 was selected.
For the wet-chemical pre-treatment, an Fe thick-film phosphating with no-rinse passivation (Haug) was used. After 2000 hours of testing, delamination on the scribe between 0 and 1.5 mm and corrosion on the scribe between 0 and 1.5 mm were observed (Fig. 11). In order to assess possible edge corrosion on these test pieces, the edges were not additionally protected. The result here was also completely unremarkable and showed no signs of corrosion (Fig. 12).
Finally, we would like to emphasize that during the development of the primer, great importance was attached to the widest possible range of applications. This applies both to the stoving parameters, which range from gelation to through-hardening, and to the application. Powder-in-powder application using tribo guns is possible. As this primer has a very fine microstructure, it can be overcoated with any smooth powder with virtually no visual loss. The standard color pearl white RAL 1013 is ideal for subsequent overcoating with strong yellow, red or orange tones - without the primer shining through or negatively affecting the color of the finishing powder. Other colors are also available on request.
Innovative primer with excellent edge coverage
Overall, this new type of primer represents a new benchmark in terms of high corrosion protection combined with excellent edge coverage. In addition to very good general corrosion protection, it also specifically protects sharp edges from edge corrosion by building up an effective and sufficiently thick layer of paint. Corrosion damage can therefore be significantly reduced and in many cases even completely avoided. (OM-5/25)
Contact
Pulverit Deutschland GmbH
Im Wert 3
73563 Mögglingen (Germany)
Phone: +49 7174 7193000
E-mail: info@pulverit.de
www.pulverit.com/de
About Pulverit
Pulverit has been producing powder coatings since 1973, making it a pioneer in this field. In 2000, Pulverit opened a second production plant in Tychy (Poland) after its main plant in the historic Milan district of Bovisas. Pulverit Polska is managed and run by Polish employees. Pulverit Germany was founded in 2007 and Pulverit Iberia in Spain in 2016.