With the new "laser direct cladding" process, researchers at the Fraunhofer IWS have developed a laser-based technology that produces metallic layers faster, more energy-efficiently and more cost-effectively than previous processes. The team winds a ribbon-shaped metal in a spiral onto rotationally symmetrical components and joins it locally to the base body using laser energy. The base material remains solid, the surface smooth and virtually rework-free. Users significantly reduce cycle times, energy requirements and process costs.
Direct laser cladding combines minimal heat input with a defined forming force. Oxide layers tear open at the joint, fresh metal surfaces react immediately and a permanent metallic bond is created. In contrast to laser deposition welding, the coating does not melt over a large area, but remains largely in the solid phase. This mechanism reduces the energy input, increases the deposition rate and stabilizes the coating quality along the entire component length. "We try to minimize or even avoid the molten phase," emphasizes Marko Seifert, head of the Heat Treatment and Thermal Coating department at the Fraunhofer IWS. "We activate the contact zone with very little energy and thus achieve dense, uniform coatings with significantly less process time"
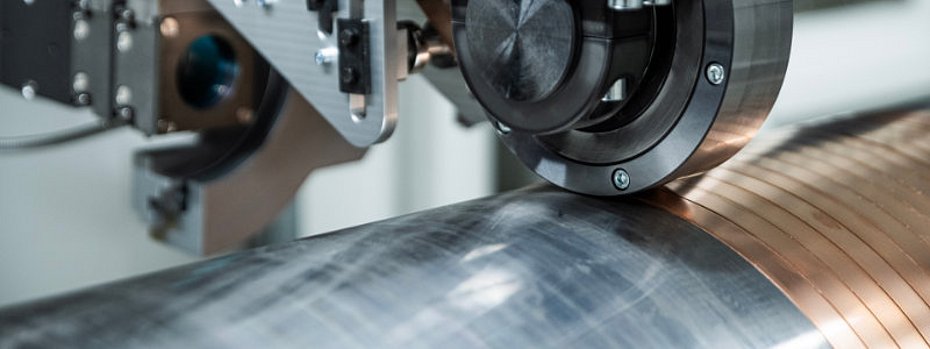
Direct plating: Functional principle and differentiation
Direct cladding is geared towards rotationally symmetrical components. The strip runs at a constant speed, spirals around the base body and bonds to the substrate during winding. Laser radiation only heats the contact surface to joining temperature for a short time. The combined effect of heat and pressure creates a material bond. This distinguishes the process from laser cladding with continuous melting of the coating material. Direct laser cladding creates the functional layer directly on the component.
Belt speeds in the meter-per-minute range allow high deposition rates up to the three-digit kilogram-per-hour corridor. The low thermal influence limits the heat-affected zone to the immediate joining line and preserves the structure of the base body. The surface has a homogeneous, roll-like structure; the post-processing steps of turning, grinding and polishing are significantly shorter. In an industrial reference, the coating time of a hydraulic cylinder was reduced from around twenty hours to around six hours. Depending on the setup, the energy requirement is reduced by up to ninety percent.

Tightness, multilayer structure, choice of material and fields of application
Application in spirals creates defined butt joints that are sealed by a continuous joining process. A multi-layer structure is recommended for corrosion-critical applications, because from the second layer onwards, only layers of the same type are joined together, thus minimizing mixing. Typical layer thicknesses are around one to three millimetres. Multi-layer packages can reach a total thickness of several centimetres. Furthermore, the selective volume structure enables customized profiling along the length of the component. Different materials in the layers create multifunctional layers.
Direct laser cladding improves the application of coatings for wear and corrosion protection on hydraulic cylinders, process and forming rollers and plain bearings. For the regeneration of worn rollers, the process builds up the missing volume in a targeted manner. This saves material and shortens downtimes. "We want to consolidate energy and cost efficiency in a robust process window," emphasizes Seifert. "This facilitates the transfer to existing lines and delivers reproducible quality, even with large components."
Pilot system for direct laser cladding and economic efficiency
Direct cladding dispenses with powder handling. Extraction and enclosure are based on established welding and laser protection concepts. The system completely encapsulates the process and the operating team works from outside. This reduces the cost of peripherals and integration into production environments is successful with standardized safety modules. This reduces investment costs and speeds up implementation.
The Fraunhofer IWS has applied for a patent for direct laser cladding and has set up a pilot system for components up to two meters in length. The team qualifies use cases, defines process windows and proves the economic efficiency using demonstrators. Scaling is carried out in collaboration with the system manufacturer and industrial partners, and options for licensing and transfer models are available. The aim is a reliable design for series processes with clearly defined cycle and quality parameters. Direct laser cladding reduces energy consumption, processing times and rework. The high application rate shortens cycles, the special joining mechanism stabilizes quality and the multi-layer structure expands the design scope for functional layers. Overall, the unit costs are reduced. This improves the economic efficiency of production and reduces the carbon footprint (OM-5/26).
Contact
Fraunhofer Institute for Material and Beam Technology (IWS)
Winterbergstr. 28
01277 Dresden (Germany)
Phone +49 351 83391-0
E-mail info@iws.fraunhofer.de
www.iws.fraunhofer.de
About the Fraunhofer Institute for Material and Beam Technology (IWS)
The Fraunhofer Institute for Material and Beam Technology IWS develops complex system solutions in laser and materials technology. It sees itself as a driver of ideas, developing solutions with laser applications, functionalized surfaces as well as material and process innovations - from easily integrated individual solutions to cost-efficient solutions for medium-sized companies and complete solutions suitable for industrial use.