
Coated without contact: Battery cells without foil
An automotive manufacturer was looking for a way to eliminate the need for protective film in the production of battery cells. A machine manufacturer developed a fully automated system solution for the contactless coating of battery cells in a continuous process.
The battery cell is the heart of every electric car. More and more German automakers are producing their own battery cells, which also benefits the eco-balance. At the same time, efforts are being made to further optimize battery cell production. The plant and machinery manufacturer Venjakob developed a fully automated plant solution for a German manufacturer of premium cars to coat battery cells in various formats in a continuous process.
The share of electric cars in the passenger car population in Germany is continuously increasing. The battery plays the most important role here. It is responsible for range, charging time and accounts for 1/3 of the value added. For a long time, German automakers sourced their battery cells mainly from Asian suppliers. This has now changed due to political decisions. As early as the end of 2020, the then Federal Minister of Economics Peter Altmaier announced that in the future the most innovative and environmentally friendly battery cells should come from Europe. Since then, battery cell production in Germany has picked up speed.
Coating replaces foil
In this case, a German car manufacturer was researching a way to dispense with the protective film that surrounds the sensitive cell module. Applying the film was a time-consuming process and caused high costs. The solution was to be found in the coating. The automaker sought out an industrial coatings manufacturer to have a coating developed that would have the most important properties for protecting the battery cell: acid resistance, temperature resistance, thermal conductivity, high-voltage resistance, and so on. Once this paint was developed, machines were needed to coat the prismatic cell modules. The first coating trials were more or less successful. Eventually, other requirements of the car manufacturer were added: The coating process had to be faster and more battery cells had to be coated in a shorter time. This required other system concepts. Venjakob was able to convince with innovative ideas, modern technology and economic efficiency.
Battery coating without workpiece carrier
In the previous system concept, the batteries, whose terminals had to be protected against overspray, were placed upside down in a workpiece carrier. The entire workpiece carrier was coated in the process. "Much too time-consuming and expensive," the Venjakob engineers found. The workpiece carriers had to be cleaned of the special coating each time. The Venjakob development team researched a more efficient concept, and the solution was found in conveyor technology. What if the workpiece carrier was dispensed with? Is there a way to change the surface of the conveyor belt so that the cell modules can be placed there directly and painted protected from all sides in a continuous process? The Venjakob team experimented in the company's own technical center and submitted a system concept to the car manufacturer that took all customer requirements into account.
Innovation lies in conveyor technology
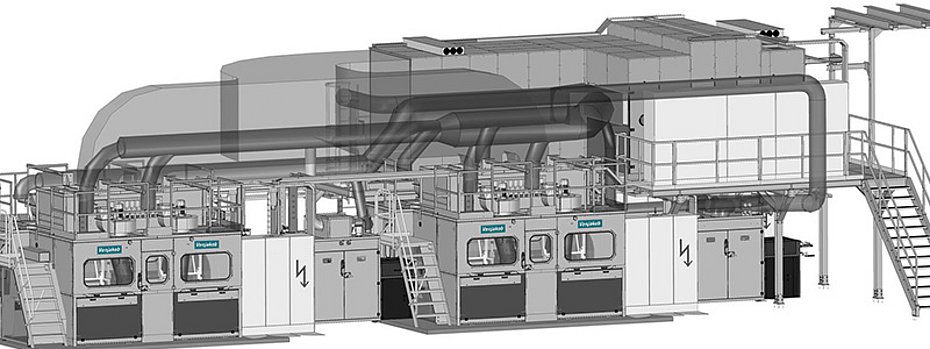
In order to dispense with a workpiece carrier, the belt conveyor was provided with a raised track on which the cell modules are placed at a small distance apart in such a way that the parts to be protected, namely the electrical poles, the degassing valve and the DMC code, are safely protected from overspray during the entire coating process. The cell modules are fed through the process via a belt conveyor. Before the first coating pass, they are automatically positioned on the following belt conveyor by a mechanical infeed device. In the coating booth, they are coated from five sides by means of five fixed coating guns in a continuous process. No gripping, no turning, no handling - and therefore no risk of damaging the sensitive cell modules. After coating, the battery cells are automatically conveyed through a UV drying channel for drying. From there, they move on to the next coating pass and, via a belt conveyor, to another special UV drying channel. Finally, the finished coated battery cells are transported to the discharge via a driven belt conveyor.
The improvements at a glance
Dispensing with workpiece carriers.
Previously, three robots were used for timed coating. Now this is done by five permanently installed spray guns. Application takes place in a continuous flow.
Increased production speed - continuous conveying takes place in a window of 10-13 minutes.
Three battery cell formats can now be coated without retooling the system.
Ease of maintenance: The system components that are important for maintenance and replacement, such as conveyor belts, suction and filter units, etc., are either easily accessible or mounted on rollers so that they can be easily moved out.
Contact
Venjakob Maschinenbau GmbH & Co. KG
Augsburger Straße 2-6
33378 Rheda-Wiedenbrück (Germany)
Phone: +49 5242 9603-0
E-mail: info@venjakob.de
www.venjakob.de
About Venjakob
Since 1963, Venjakob Maschinenbau GmbH & Co. KG has been producing efficient and modern painting systems and painting lines at its headquarters in Rheda-Wiedenbrück. The third-generation family business has thus developed into an internationally recognized system manufacturer of surface finishing plants and conveyor technology.